



- 1
- 2
供应产品分类
精品推荐
-

单价:55000 元
-

单价:50000 元
-

单价:80000 元
-

单价:50000 元
-

单价:45600 元
-

单价:48500 元
-

单价:52000 元
-

单价:51500 元
-

单价:46500 元
-

单价:45500 元
-

单价:47500 元
-

单价:49500 元
-

单价:51600 元
-

单价:30000 元
-

单价:46500 元
联系我们
- 公司名:济南撒拉弗数控机器有限公司
- 地址:山东济南天桥区
- 电话:点击查看
- QQ:
- 网址:https://alu.cn/xindajiqi/
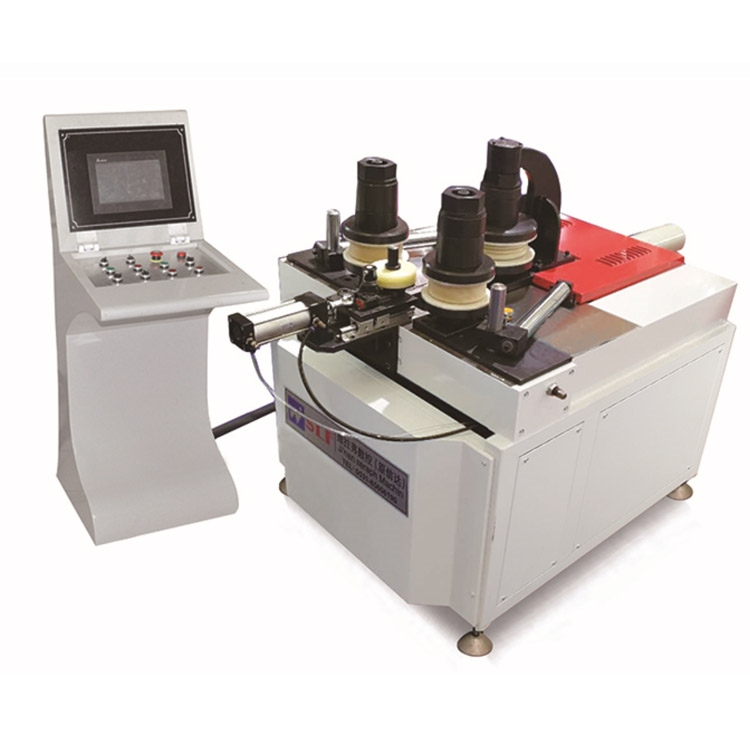
数控弯弧机可行性加工方案
数控弯弧机可行性加工方案
一、设备规格
|
名称 |
数值 |
单位名称 |
备注 |
||
|
三辊回转 |
主动辊直径*高度 |
80/300 |
Mm╳mm |
|
|
|
三辊主动Z大扭矩 |
4400 |
N╳M |
|
||
|
三辊主动驱动总功率 |
8.0 |
KW |
|
||
|
主动辊转速 |
1─10 |
r/min |
|
||
|
理论模具直径 |
100-250 |
mm |
|
||
|
两端Z小直线段 |
175 |
mm |
|
||
|
下辊位移 |
下辊位移推力 |
30 |
KN |
|
|
|
下辊位移动位J度 |
±0.01 |
mm |
|
||
|
下辊位移动速度 |
14.4 |
M/min |
|
||
|
位 移电 机 组 |
电机总功率 |
4.5 |
KW |
|
|
|
滚轴Z大压力 |
35 |
T |
|
||
|
滚轴额定工作压力 |
30 |
T |
|
||
|
体积 |
长 X 宽 X 高 |
1600*1100*1400mm |
mm |
预算 |
|
|
自重 |
1500kg |
预算 |
|||
二、加工能力
设备加工范围以铝材为中心 加工计算
1、承受力量高度(型材断面Z大高度)220mm
2、承受宽度范围(型材内外弧半径差)140mm
3、主轴进给Z大力量30吨
4、三轴送料Z大力量20吨(光轮,不增加防打滑处理时)
5、弯曲Z小半径R120MM(理论数据)
6、弯曲Z大半径,不限制
三、设备优势(对比拉弯,顶弯,弯管机)
1、弯曲半径掌握L活度高,对于半径变化大,尺寸种类多,工件少时,首先推荐滚弯机来进行解决。效L更快,L活度更高。
2、如果加工型材断面有圆弧型时,更适合滚弯机进行解决,如果用拉弯机解决需要做工装,用弯管机解决只能固定半径,滚弯机Z灵huo
3、变曲率圆弧加工,如果用拉弯机解决,模板制作会非常麻烦,用弯管机更是无法实现,所以还是要首先选择数控滚弯机。
4、整圆加工,椭圆加工,等加工时拉弯机只能做两个进行拼接,而滚弯机可一次性直接加工成型,效L更高,工艺更简单。
5、对于操作师傅,滚弯机几乎无需任何工作经验即可上岗操作使用,只要对于Z基础的半径尺寸,弧长等基础概念有认知即可,其它弯曲设备则需要进行经验积累,没有一定操作使用经验是无法对机器进行掌握的。
6、对于其它弯弧加工机器来说,滚弯机更适合于复杂型材,截面越复杂对于滚弯机就越简单,在变形区域通过四轴定位来控制变形,通过压紧型材来控制单边向内的形变,通过托料装置在防止扭曲,是滚弯机的一大特色所在。
本设备优势(对比市面上滚弯机型)
1、适用于各种金属型材弯圆,根据不同半径不同型材延展性, 进行多次成型进给或一次成型进给加工,可实现变曲率、定曲率弯弧加工。
2、可自适应完成适用于各种料的延展性伸缩,全G S创四轴定位系统,在变形区域压紧材料,Z大程度减小成型过程中的变形,从而达到弯圆行业L想X果。
3、全X的机械试传动方式和进给方式,彻D打破了数控滚弯机普通液压进给机能, C底摆脱了受温度变化、油温变化所造成的弯弧误差。
4、X轴、Y轴速度双轴可数控任意控制,独有一套变曲率配合算法中心,对于曲率半径弯曲,多半径弯曲,具有C高的J准度及变曲率圆弧连接顺滑度,可操作性DD提升。
5、可适应于各种金属型材弯圆加工,根据不同半径,不同型材的延展性变化,可选择进行多次或一次成型进给加工,可实现变曲率,定曲率弯弧加工。
6、设备操作采用手动自动两种工作模式,采用自行研发的Yets-Ht操作系统,搭载在全X一代Delta硬件之上,在系统稳D性满足的同时,又可兼容双轴数控H心算法,DD提高系统的可信度及系统抗干扰能力。
7、自行研发一套反弹测算系统,在D一支材料反弹基础上D立计算反弹系数,在反弹系数的基础上自动或手动校正D一支型材,第二只型材即可数控完成,提高批量生产及单只生产X率。
8、淘汰原有的涡轮蜗杆电机,采用Z新Y代直线直连电机带动,DD提升电机动力及J度,提升行走稳D性的同时提升电机使用寿命。
9、电路部分采用集成电路分体式设计,淘汰原有的集成电路部分,把每一个控制单元单独设计,通过串联组合方式,有X的形成一套全X的闭合电路,DD提升了机械抗干扰能力,提高机械故障排除的简单性。
滚弯机经济优势(对比其它弯弧设备)
1、对于弯曲变半径,变曲率,图纸多但是量少的型材时,滚弯机的优势就显现而出,不是单纯的方便,在经济方面,省时省工,一副模具任意半径可弯曲,DD节省人工,节省模具费用。
2、数控滚弯机,对于操作人员要求极低,只要可以知道一些简单的圆弧概念即可上手操作,可DD节省人员开支。
3、节省厂房空间,设备相较于其它设备来说,数控滚弯机的外形较小,在不使用时,可随处放置,使用空间也相较于其他弯曲机器要小很多。
4、材料料头节省,拉弯机浪费料头一般在200mm以上,滚弯机料头Z小可做到单边170mm左右。
5、通常弯曲铝合金的模具都采用尼龙材料来做,防止型材划伤,尼龙模具从工艺方式,材料费用上来说节省很大一部分.
四、设备生产周期,订货流程及安装调试周期
生产周期:按以上设备参数提供机器,正常在3周以内可完成生产,可交货
订货流程:正常订货前收取30%设备定金,设备完成后发货到甲方使用地,乙方技术人员随机器一起到达,甲方见货及技术人员后,付清尾款,设备落地安装,调试,培训甲方操作人员。
调试周期:这个一般不做限制,甲方学会为止,一般学习数控滚弯机,可进行一些简单的操作,一两个小时即可。正常我们技术人员会待一到两天时间。


上一篇: 数控滚弯机,型材弯曲机操作规程 下一篇: 铝型材数控弯弧机,铝合金滚圆机,滚弧机
-
单价:55000 元

-
单价:50000 元
-
单价:80000 元
-
单价:50000 元
-
单价:45600 元
-
单价:48500 元
-
单价:52000 元
-
单价:51500 元
-
单价:46500 元
-
单价:45500 元
-
单价:47500 元
-
单价:49500 元