



产品描述
废酸废液常压循环载气提取系统

产品介绍
一, 工作机理
目前我们的工业、农业等各行业的发展偏粗放型,高消耗高污染,造成资源的大量流失,如何实现资源回收及能源循环利用成为目前为迫切的难题,为此开发这套常压循环分离合成系统。
蒸发/浓缩/提纯是化工制药、食品、电镀表面处理产品生产过程中的基本单元操作设备。而对热敏性料液,为防止营养成分或活性成分等的损失,往往需要在低温下蒸发浓缩。传统的低温蒸发浓缩方法一般采用真空蒸发,即利用真空下料液沸点降低的原理,使料液在适当的真空度下、在低于80℃的温度下沸腾,将料液的浓度提高,获得满足工艺要求的浓缩料液乜。但真空蒸发方法需配备抽真空设备,蒸发浓缩系统本身也要有较好的承压性和密封性,因此,系统的设计、制造、安装及操作要求均较高,系统的初投入资金和运行费用也较高。
为此,我公司设计研发了一种基于热泵和气体介质循环的蒸发浓缩系统----常压循环分离合成系统,简称GER系统,可在常压下实现料液的低温蒸发浓缩,且具有较高的能源效率。如果热泵机组和其他技术联合运行,它的理论计算能效比是倍数关系。
许多企业在生产过程中,往往会产生一定量高浓度废水、废液,当前主要采用以下两种方式去除:一种是通过物理化学、生物处理的方法将废水、废液中的污染物去除,这方面主要是着眼于将高浓度废水废液中的污染物进行分解处理,以使废水可以达到排放标准,采用此方式处理,因污染物浓度高而使得处理成本高昂,处理效果也不稳定;众所周知,高浓废水/废液是被放错了地方的资源,且部分具有较高的回收价值,采用这种方法不能将它们进行回收利用,而只是加以去除,造成资源JD的浪费。另一种是加热蒸发方式,即采用类似于多效蒸发的技术,但是多效蒸发技术是在低压的状态下将废水加热至70℃一90℃,将水蒸馏出来,这种工艺方法往往能耗非常大,同时加热导致废水中污染物性质改变,丧失回收价值。
GER系统通过低温蒸发,让循环空气将废水废液中的水提出,污染物形成固体提取物。固体提取物与提纯的水可作为资源进行二次利用。很好的解决上述两种解决方案中出现的缺点,即分离出高浓度废水/废液中的水,很好的保留了水中的高含量污染物,便于回收利用;同时能耗低于传统加热蒸发技术。
二,处理系统
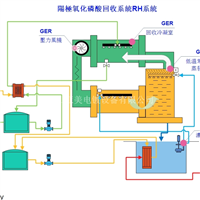
GER系统分几大模块:蒸发、合成、冷凝、热泵等。可根据客户的需求进行定制式的设计制造,模块间的关系如下图:
.jpg")
1 蒸发模块
属于常压低温循环闭式蒸发,循环压力,配合GER雾化加速蒸发分离,给予一定交换分离空间和高度,实现低能耗蒸发的技术,根据不同溶液进行定制式的结构设计。
2.合成模块
根据溶液的需要性质的不同,此模块属于定制系统增减配置,蒸发模块出来的可挥发的物质,在这套模块中通过添加溶剂进行有效的吸收合成,从而产生新的物质达到有效提纯净化回收利用的目的,合成模块根据需要合成物质的性质,进行特殊的设计和定制开发。
3.冷凝模块
由蒸发模块出来的水蒸气及透过合成模块后的水蒸气进行冷凝,将冷凝水回收利用,此模块同时可以实现热能的循环利用,达到节能的目的。
三,适用范围
1.适用领域
常压循环分离合成系统对于高浓度、高盐废水处理及化工、制药生产环节的浓缩提纯效果尤为突出,本系统目前能广泛应用于石油化工、煤化工、精细化工、制药、染料、涂料、铝表面氧化、电镀、特种纸、养殖、垃圾渗滤液等领域。
2.水质要求
参数 | 要求 |
无机酸碱 浓度 | 无限制(挥发性酸除外) |
BOD 生物需氧量 | 无限制 |
COD 化学需氧量 | 无限制 |
TDS 总溶解固体 | 无限制 |
粘度 | 无限制 |
pH | pH 无限制 |
挥发性 | 无爆开危险 |
四,技术应用效果
表4-1废酸废酸处理达到的的效果
.jpg")
行业 | 总溶解浓度|TDS (mg/L) | 化学需氧量|COD (mg/L) | ||
入水 | 出水 | 入水 | 出水 | |
染料/涂料印染 | 250,000 | 33 | 55,000 | 103 |
养殖废水 | N.A. | 2,370 | 9,850 | 86.2 |
垃圾渗滤液 | 22,908 | 398 | 3,690 | 41.3 |
石油化工产品 | 66,100 | 98.3 | 4,430 | 44.4 |
环氧树脂农业生产体系废水 | 464,534 | 35.6 | 5,810 | 11.7 |
造纸纺织废水 | 26000 | 95 | 29000 | 240 |
制药/农药 | 39530 | 41.6 | 18000 | 280 |
电镀表面处理/精细化工浓缩液 | 100567 | 156.4 | 127000 | 990 |
煤化工/石油天然气 | 44400 | 20.57 | 14000 | 860 |
2.技术对比
项目 | GER常压蒸发废酸废水分盐系统 | MVR/多效蒸发系统 |
优点 | 1.安全节能等于4-8效蒸发器能耗,没有压力容器,免去安检消防审批。 | 1.系统体积小,结构简单,运行稳定,节能显著。 |
2.非沸点蒸发,对物料沸点温升没有限制,可以蒸发各种浓度的高盐废水,农业生产体系废水,高浓度酸碱废水。 | 2.适合于处理沸点升较小的物料,例如牛奶、淀粉糖、NEA等溶液。 | |
3.对料液/进水水质无特殊要求,不需要对废水进行复杂的预处理过程;是蒸发结晶的一体设备,连续分盐,可以辅助水处理系统的蒸发分盐结晶零排放后一股浓水的问题。 | 3.MVR特别适合有热敏性质的物料的浓缩,并且在低温蒸发状态下无需冷冻冷却水,大大的节省投入资金强度。 | |
4.GER系统避免结垢可以把料液变成酸性或者设计特殊换热器,后期运行成本ZD,维护简单,可以智能化运行。 | 4.一般情况下不需要冷却设备,节约能耗和设备投入。 | |
5.系统一体模块化化设计,快速安装调试运行,系统寿命长久稳定。 | 5.- | |
缺点 | 1.能效要求越高,设备占地面积非常大,投入资金造价相对高。 | 1.不适合含有易挥发、不可凝农业生产体系物的废水物料,其会额外的增加压缩机能耗,同时会缩短压缩机使用寿命。 |
2.系统综合能效比相对MVR某些情况略低。 | 2.压缩机为核心设备,价格较高,维护费用非常大。MVR系统的换热温差较小,导致换热面积很大。如果料液大于10度温升,系统设备复杂。 | |
3.由于是低温液液换热换热器庞大管路复杂庞大。 | 3.其不适合沸点升高非常大的物料,一般沸点升不能超过5~10度。换热器容易结垢,堵塞,造成效率大幅度下降。 | |
4.高能效比需要加入热泵机组,增加了设备复杂度和造价。 | 4.对操作人员的素质要求较高,故一般设计为PLC或DCS自控系统。 | |
5.-NO | 5.对COD和TDS有很高的要求,不易处理对于含有较高硬度、重油等高结垢倾向的污水。 直接分盐有一定风险。 |
![V{RN0J43{`]I~TS67QQC(OA.jpg](http://img2.alu.cn/big/content/2020/5/28/15/978886227579269.jpg "V{RN0J43{`]I~TS67QQC(OA.jpg")
3.优势总结
目前GER系统在废水处理领域相对于膜分离、多效蒸发、MVR等技术,在设备造价、能耗、稳定性、二次污染、自动化等方面均表现出了明显的优势,目前类似GER系统已在澳大利亚、美国等国家广泛的应用,均取得非常好的效果。
? 工程设计的坚固耐用的塑料结构
? 大批量生产的有质量保障的模块化组件
? 无沸腾传热面,灵敏的热驱动蒸发系统
? 泵循环蒸发速率比高形成涡流冲刷,贯穿整个过程
? 运行中智能自我清洁
? 自动启动,停止及远程监控
? 滑入/滑出式模块检验,无空间限制
? 低压,无需压力容器认证,无蒸汽
物料工艺设计
废液废酸量 | 200t/D | 混合型挥发酸反向提取 |
料液成分 | 10-15% 混合酸 | |
颜色/其他成分 | ||
设计蒸发量-Kg/D | 10t/H | 设计5个模块单个蒸发量2t/H |
预估浓缩比例范围 | 8-9倍 | |
能源消耗 | 电能10-15kw/H/吨水 | |
蒸汽08-1t/H/吨水能耗 | ||
占地面积 m2 | 150m2两层,高度10-13m | |
设备造价-蒸汽型 – 万 | *****万(5套单独系统) | 可以任意单独启动 |
相关推荐
其他供应
-

单价:1 元
-

单价:1350000 元
-
单价:35 元
相关推荐
免责申明:以上所展示的信息由企业自行提供,内容的真实性、准确性和合法性由发布企业负责,铝道网对此不承担任何保证责任。为保障您的利益,我们建议您选择铝道网的 铝业通会员。友情提醒:请新老用户加强对信息真实性及其发布者身份与资质的甄别,避免引起不必要
风险提示:创业有风险,投资需谨慎。打击招商诈骗,创建诚信平台。维权举报:0571-89937588。
- 昆山尚道源环境技术有限公司
- 经营模式:制造商+贸易商+服务商
- 主营:磷酸回收系统,化抛液回收系统,铝阳极自动线,化学镍回收系统,铬酸新型回收系统,化学镍回收系统,磷酸硝酸回收,化抛液再生系统
- 地区:江苏 苏州
留言咨询
