



产品描述
铝材氧化碱槽液和挤压模具碱液回收系统
从用于加工铝的烧碱SOA蚀刻剂中去除溶解的铝,以降低化学和废物处理成本
.jpg")
.jpg")
.jpg")
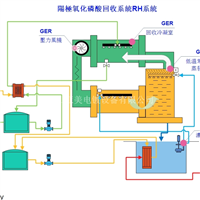
| 固液分离 |
| 晶析槽 |
| 碱腐蚀槽 |
一、概述
众所周知铝材挤压使用的模具都需要用热碱液浸泡清洗后方可以二次使用,而煲模过程中Al不断与片碱反应,AL3 则不断溶入煲模碱液中使得碱液中AL3 浓度不断上升,碱则不断被消耗使得浓度下降。碱液循环使用多次后,因碱浓度的降低和AL3 达到饱和状态,导致煲模碱液除铝效果变差时间延长而形成俗称的废煲模碱液。目前部分铝材厂(有氧化处理的企业)会选择将废碱液倾倒到综合废水池中去中和废水中的酸,但因为煲模碱液中含有大量AL3 ,所以中和酸后会产生很多含铝废渣,导致二次污染。而自身没有氧化处理的企业则将废碱便宜卖给第三方白白浪费了槽液中剩余的片碱。总的来说,目前无论用何种方式处理煲模废碱液,都不是***理想和***有效益的处理方法。因此开发专门处理煲模碱液设备的课题在此背景下应运而生。而我司依据多年碱蚀槽碱液回收装置(以获得实用新型ZL)处理的成功经验,经两年潜心研发,反复改造测试,于2017年中成功开发出整体化煲模碱液回收装置,并提交发明ZL申请。
二、设备简介
整体化煲模碱液回收装置是利用氢氧化铝的两性特点,即过饱和的偏铝酸钠在回收装置中分解为两部份:上层液氢氧化钠和下层氢氧化铝晶体。使用整体化煲模碱液回收装置处理后实现了上层液氢氧化钠回用,晶析出来的氢氧化铝作为副产品通过离心机分离收集起来当作粉末填料出售给专门的回收公司(市面收购价大概600元一吨),以实现回收利用的化。
四、设备优点
1、设备碱液回收效率高,除铝能力强,其中碱液回收率大于90%,除铝率将近50%;
2、实现煲模碱液回收循环再利用,减少片碱每月使用量;
3、碱回收装置运行成本低,因采用整体化设计,全PLC电脑自动控制,工人只需定期监测设备运行状态即可也不需要另外添加任何化学助剂;
4、设备可将生产中溶解的铝变废为宝,可化回收铝渣经济价值;
五、工程案例经济效益分析计算
以佛山地区某大型铝厂煲模车间日产生20吨废碱液为例,现场抽取新鲜煲模废碱,然后经整体化煲模碱液回收装置处理后,取样分析对比如下表:
总碱(g/L) | 自有碱(g/L) | AL3 (g/L) | |
煲模热废碱液原液 | 247.69 | 150.08 | 74.66 |
整体化设备处理后 | 193.75 | 133.24 | 38.86 |
即:
日片碱回收量:133.24g/L?1000L?20T=2664800g ≈ 2265KG
日氢氧化铝回收量:(74.66-38.86)g/L?1000L?20T?78?27=2068444g ≈ 2068KG
月回收碱液经济价值:2265KG?4.5元/KG?30日= 305775元 ≈ 30.6万
月回收氢氧化铝经济价值:2068KG?0.6元/KG?30日= 37224元 ≈ 3.7万
月耗电量:20KW?24H?0.75元/Kw.h?30日=10800元 ≈ 1.1万
月耗水量:5M3/日?3元/M3?30日=450元 ≈ 0.045万
月回收总经济价值:30.6 3.7-1.1-0.045 ≈ 33.2万
年回收总经济价值:33.2?12个/月 ≈ 398.2万
随着科学技术的发展、资源和能源的日益紧张,环保意识的不断加强以及产业重心的转移和优化重组,铝型材产业加工装备向着短流程、效率高率、准确化、自动化、大型化方向发展;生产工艺向则向低能耗、低污染、绿色环保方向发展;产品向着高度度、高稳定、高性能、高附加值、多功能、多用途方面发展。
在铝合金型材阳较氧化表面处理工序中,碱蚀为一重要处理工艺,以去除天然氧化膜及型材表面轻微划痕,使型材暴露出均匀的、新鲜的、理想的表面,以利于进行阳较氧化。
生产中当碱蚀槽铝离子>35g/l时,槽液中的偏铝酸钠易发生水解而生成氢氧化铝沉淀、脱水、结块变硬,且与槽壁结合十分牢固,需经常停产清理。
一、碱蚀添加剂
针对偏铝酸钠的不稳定性,碱蚀中加入农业生产体系酸钠盐,使铝离子与其产生络合作用而使NaAlO2 不发生或较少水解,使初水解生成的Al(OH)3晶核微粒不长大,即使发生也是软沉淀而不是硬块。其主要成分常为多羟基酸钠盐,如葡萄糖酸钠、柠檬酸钠、酒石酸钠等;有的配方加入大量硝酸盐或亚硝酸盐,以提高表面光亮度,但产生氨氮污染;有的配方加入表面活性剂和增粘剂,以方便做碱砂,但产生大量淤泥;还有的加入一定量的缓蚀剂,以降低铝的损耗和碱的消耗。具有如下特点:
1、 碱蚀添加剂的槽液只能与高浓度的Al3 (100~150g/L)共存,碱液才与铝材发生均匀、缓蚀反应,达到整平作用,碱砂效果更好。
2、槽液粘度大、浓度高、温度高,生产中带出量非常大,铝材的损耗一般在2.5~3%;生产中须不断补充液碱,以保持游离NaOH的浓度;
3、 带出大量铝离子只能经废水站处理,存在大量污泥和水质污染问题,污泥中的氢氧化铝较难回收。

碱蚀添加剂的碱槽 晶析法工艺的碱槽
二、晶析法碱回收
晶析法是根据偏铝酸钠的不稳定性,利用槽液中的Al(OH)3晶核(粒度在0.1微米左右),加速偏铝酸钠(NaAlO2)的水解,经沉淀、脱水将氢氧化铝回收,氢氧化钠溶液则回流到碱蚀槽再循环使用,节能环保。
碱回收为闭路循环生产装置,碱蚀槽中的总碱含量稳定,铝离子控制在28g/L左右,槽液成份相对稳定,晶析槽中的Al(OH)3晶核在配槽时一次性加入,在生产中抽取到晶析槽的碱液内含有大量NaAlO2,在晶析槽内晶核的影响下,也会析出部分Al(OH)3晶核,这样循环生产,无需再加入晶核。
1、碱蚀槽NaOH的更新、回收
1.1碱蚀时的化学反应式(a)
(a) 2AL 2NaOH 2H2O 2NaALO2 3H2
1.2碱蚀晶析槽中的化学反应(b)
(b)NaALO2 2H2O AL(OH)3 NaOH
2NaALO2 4H2O 2AL(OH)3 2NaOH
(a) (b) 2AL 6H2O 2AL(OH)3 3H2
1.3碱液回收过程,总碱含量不变,游离碱升高,铝离子下降。(表1)
由表1可知,经分解后流回碱蚀槽的碱液浓度要高于流出的碱液浓度,这样可补充碱蚀过程NaOH的消耗,生产中只需补充铝材带走的碱量,有效降低了NaOH的损耗。铝离子也控制在28g/L以下,在此条件下生产的铝材表面质量稳定,相对一致。
2、碱槽中铝离子回收
当碱液中的Al3 达到28g/L(也即是NaALO2浓度高)时,将碱液抽到晶析槽内(已含有粒度在0.1微米左右的Al(OH)3晶核),经稀释、冷却、均速搅拌,促使碱液中的NaALO2分解,Al(OH)3沉淀物下沉到槽底,澄清的NaOH溶液溢流到回收桶,再抽回碱槽中循环使用;Al(OH)3浆液定期从晶析槽底部排出,用离心机洗涤脱水得到干状Al(OH)3 晶体,洗涤液抽回晶析槽。
图1 晶析槽搅拌
3、 晶析槽维护
3.1 Al(OH)3浓度分析与脱离
将晶析槽底部阀门打开,流出2~3分钟后取样,静止45分钟后测量Al(OH)3浓度,当浆液Al(OH)3浓度在38%~40%,做Al(OH)3分离处理,脱水处理中需用清水清洗1~2分钟。 脱完渣后离心机应用清水清洗一遍。每隔15天左右要把滤布滤网拆下来清洗干净从新装上使用。
3.2晶析槽温度控制在40~45℃。当晶析槽温度达到44℃,把一半盖子打开,温度≥45℃,把全部盖子打开。正常情况下,内圈液位≥外圈液位,内圈槽液浑浊,外圈槽液澄清。
3.3晶析槽溢流沟要定期清理一次(视溢流沟污泥量多少而定):把软泥通过计量槽倒入晶析槽,硬泥不要,把它处理掉。晶析槽要定期查看有没有Al(OH)3污泥沉淀,当Al(OH)3污泥达到一定厚度时,就把它清理干净。
3.4晶析槽搅拌速度一般控制在550 r/min,碱液流出量控制在30 l/min以内,另外,搅拌机停止不能超过4小时,如需长时间停止维修,需用压缩空气搅拌;若搅拌机停止运转(停电)半小时以上,开机时需将转速提高,搅拌速度增加,运转2~3个小时后恢复正常的转速。
三、生产数据对比
3.1槽液成份
3.2化工损耗对比
3.3铝离子的损耗
3.4废水处理
碱回收生产控制中,碱蚀液中的Al3 {Al(OH)3}可以得到有效回收,槽液中的Al3 去除率可达55%;每生产一吨银白料约可产生25~30kg的含水10~15% 的纯Al(OH)3,可有效地减少废水处理的污泥,达到防治污染的目的。
采用碱蚀回收设备,与加入碱蚀添加剂相比,碱液可更新、循环利用,液态NaOH(30%)损耗比加碱蚀添加剂约低70kg/吨,且槽液不加添加剂;晶析槽中的NaOH能大量回收重复利用,起到节能降耗的作用,且无有害物质产生。
结束语
采用碱蚀回收设备,前期投入非常大,但生产中经晶析槽处理后的回流碱液浓度高于生产要求,可补充碱蚀过程NaOH的消耗,生产中只需补充铝材带走的碱量,液碱(30%)添加量为15~25kg/吨;回收的碱渣中氢氧化铝的含量高达90%以上,具有很大的经济效益,可加工成明矾、冰晶石、无机阻燃剂等。
从环境保护及生产成本来看,采取碱回收装置不仅具有明显的环境效益优势,且经济效益方面也具有很大发展前景。
相关推荐
其他供应
-

单价:1 元
-

单价:1350000 元
-
单价:35 元
相关推荐
免责申明:以上所展示的信息由企业自行提供,内容的真实性、准确性和合法性由发布企业负责,铝道网对此不承担任何保证责任。为保障您的利益,我们建议您选择铝道网的 铝业通会员。友情提醒:请新老用户加强对信息真实性及其发布者身份与资质的甄别,避免引起不必要
风险提示:创业有风险,投资需谨慎。打击招商诈骗,创建诚信平台。维权举报:0571-89937588。
- 昆山尚道源环境技术有限公司
- 经营模式:制造商+贸易商+服务商
- 主营:磷酸回收系统,化抛液回收系统,铝阳极自动线,化学镍回收系统,铬酸新型回收系统,化学镍回收系统,磷酸硝酸回收,化抛液再生系统
- 地区:江苏 苏州
留言咨询
