产品描述
焊接过程:
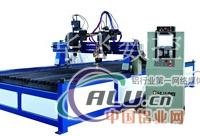
1. 罐体纵缝焊接:
a. 通过龙门架的行走和横向移动滑板的移动对正焊缝的起始位置;
b. 龙门架行走(行走速度为变频无级调速),开始筒体纵缝焊接,操作工通过手动微调功能实时调整焊缝偏移量。机头配有焊接摆动器,需要时可以使用。
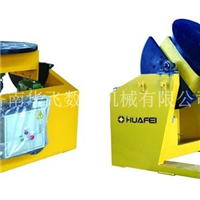
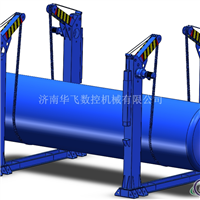
2. 罐体环缝焊接:
a. 通过龙门架的行走和横向移动滑板的移动对正焊缝的中间(轴心)位置;
b. 通过变位机带动工件回转进行焊缝焊接,机械式跟踪装置自动调整焊枪 角度、高度,实时跟踪工件表面;同时机械跟踪装置能对焊缝在轴向的偏移可自动微调。
c. 工件回转的速度可自动调整,满足焊接要求。
d. 机头配有焊接摆动器,需要时可以使用。
e. 机头可整体转动180°,工件正反旋转时都可焊接。
主要技术参数
|
设备型号 |
LZM-4.0 |
|
龙门台车行走速度 |
220-2200mm/min(变频无级调速) |
|
焊枪横向移动速度 |
2200mm/min |
|
焊枪升降速度 |
390mm/min |
|
焊枪升降行程 |
1500mm |
|
导轨中心距 |
4200mm |
|
导轨规格 |
24kg(精密型) |
|
导轨长度 |
36m×2 |
|
输入电源 |
三相四线制 380V/50Hz |
相关推荐
其他供应





相关推荐
免责申明:以上所展示的信息由企业自行提供,内容的真实性、准确性和合法性由发布企业负责,铝道网对此不承担任何保证责任。为保障您的利益,我们建议您选择铝道网的 铝业通会员。友情提醒:请新老用户加强对信息真实性及其发布者身份与资质的甄别,避免引起不必要
风险提示:创业有风险,投资需谨慎。打击招商诈骗,创建诚信平台。维权举报:0571-89937588。