


- 1
- 2
供应产品分类
精品推荐
-

单价:0.00 元
-
单价:0.00 元
-

单价:0.00 元
-
单价:0.00 元
-

单价:0.00 元
-
单价:0.00 元
-

单价:0.00 元
-

单价:0.00 元
-

单价:0.00 元
-

单价:0.00 元
-

单价:0.00 元
-

单价:0.00 元
-

单价:0.00 元
-

单价:0.00 元
-

单价:0.00 元
联系我们
- 公司名:济南华飞数控机械有限公司
- 地址:山东济南济南市
- 电话:点击查看
- QQ:

-
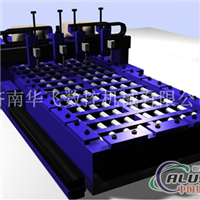
QGI型双边驱动龙门数控切割
特点:1.这款经济型数控切割机,横梁采用大尺寸两矩形管焊接,主车架用钢板焊接而成。保证性能稳定的同时大大减轻了设备的重量,增强了设备的灵活机动性能。切同样面积的钢板,设备的占地面积比同类其它切割机要小很多。可选配简易伺服驱动系统,是这款较高性价比的数控切割机。2.轻型龙门式机架结构,效率
2016-09-26 0.00/台 -
QGII型单边驱动龙门数控切割
.小跨度重型龙门式机架结构,横梁采用三角箱型焊接结构,不变形,效率高单边驱动,结构紧凑,整体回火,充分清理焊接应力,性能稳定可靠。2.横向导轨采用国产或进口直线导轨,精度高,导向好。纵向导轨采用特质钢轨,表面经磨削外理,具有很高的机械精度和耐磨性。驱动齿条,齿轮由有经验厂家定制。横向,纵向传
2016-09-26 0.00/台 -
QGII型双边驱动龙门数控切割
1.重型龙门式机架结构,横梁采用箱型焊接结构,不变形,效率高单边驱动,结构紧凑.整体回火,充分清理焊接应力,外形厚实大气,性能稳定可靠。是目前切割机行业中较标准较通用的这款数控切割机。2.横向导轨采用国产或进口直线导轨,精度高,导向好。纵向导轨采用特质钢轨,表面经磨削外理,具有很高的机械精度
2016-09-26 0.00/台 -
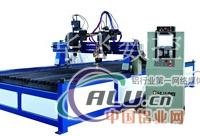
QGIII型台式数控切割机
特点:1.QGIII型台式数控切割机是一种集计算机控制,准确机械传动,热切割于一体的效率高,高精度,高可靠性的切割设备。良好的人机界面使得操作更加方便简单,能快速准确地切割出各种形状复杂的板材,特别适用于中,薄有色金属板材,不锈钢和碳钢板材的自动化下料。它采用一体式模块化设计,安装快捷,移动
2016-09-26 0.00/台 -
QGⅣ便携式数控切割机
产品特点:*轻巧便携,经济实惠,结构设计简约,人性化的正面人机对话设计,易于操作;*支持火焰和等离子两种切割方式;*切割效果实现高质量,高水准,高精度,工作稳定性强,有效屏蔽等离子高频干扰,*可编程切割直线和圆弧的任意平面形状零件。*动静态图形显示,直观易学。可在计算机中将C
2016-09-26 0.00/台 -
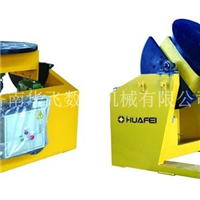
座式变位机
座式变位机通过工作台的回转或倾斜,使焊缝处于水平或船形位置的装置。工作台旋转采用变频无级调速,工作台通过扇形齿轮或液压油缸驱动倾斜。工作台翻转角度为0°~120°。它可以实现与操作机或焊机联控。控制系统可选装三种配置:按键数字控制式、开关数字控制式和开关继电器控制式。该产品应用于各种轴类、盘类
2016-09-26 0.00/台 -
小型座式变位机
小型座式变位机采用直流电机驱动,可实现无级调速。控制器采用微机控制,可实现变位机和焊机的联动。本产品采用有经验的抗电磁扰设计,可以避免氩弧焊时的高频干扰。动力系统采用蜗轮蜗杆反转机构,具有自锁功能。工作台翻转角度为0~90°,可实现无级翻转。根据用户需求可配置焊接枪头支架、调节机构、导轨和气动
2016-09-26 0.00/台 -
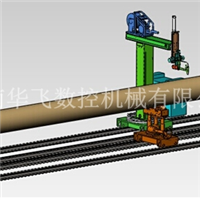
自动焊接操作机
自动焊接操作机可对金属容器、金属焊接结构件进行各种焊缝、各种方式的焊接。广泛应用于风电设备、压力容器、石化、管道、钢结构、锅炉、造船、堆焊修正等众多行业。可以根据用户的要求加装电动拖板、内伸缩臂、载人装置和维护爬梯,还可配套各种跟进及监控、电弧摆动、焊剂回收输送装置等。操作机控制系统采用数
2016-09-26 0.00/台 -
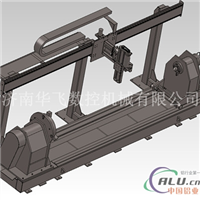
自调式焊接滚轮架
自调式焊接滚轮架可根据筒体直径大小自行调节。其驱动采用摆线针轮减速机方式或蜗轮蜗杆减速机方式,双电机驱动。根据用户的需求,滚轮分胶轮、钢轮、钢胶组合轮三种形式;可与其它设备联动控制。该滚轮架主要用于圆柱形筒体的焊接、抛光、衬胶及装配等,还可与其它工装配合进行锥体、分段不等径回转体的装配和焊
2016-09-26 0.00/台 -
可调式焊接滚轮架
可调式焊接滚轮架可通过预留螺孔或丝杠调节滚轮中心距,以适应工件直径变化,驱动采用摆线针轮减速机方式或蜗轮蜗杆减速机方式,双电机驱动。根据用户的需求,滚轮分胶轮、钢轮、钢胶组合轮三种形式;可与其它设备联动控制。该滚轮架主要用于圆柱形筒体的焊接、抛光、衬胶及装配等,还可与其它工装配合进行锥体、分
2016-09-26 0.00/台 -
薄板横剪生产线
用于将金属卷板经过开卷、矫平、定尺、剪切成所需长度的平整板料并堆垛。适用于加工冷轧和热轧碳钢、硅钢、马口铁、不锈钢及表面涂镀后的各类金属材料。生产线主要由上料小车、开卷机、矫平机、活套桥、纠偏机构、伺服送料机构、剪板机、输送装置、堆垛装置等组成。生产线中可以配置修边机。该生产线液
2016-09-26 0.00/台 -
中厚板横剪生产线
该生产线是将热轧钢卷、不锈钢卷、铝卷,经开卷矫平剪切成各种规格的定尺板材,并可附带修边功能,使宽度尺寸达到客户要求尺寸。该生产线主要配置由:上料小车、开卷机、取料装置、送料粗矫机、过渡桥、切边机(可选)、矫平主机、定尺装置,尾板送料机、剪板机、输送工作台、抛料机、码料工作台、液压系统
2016-09-26 0.00/台 -
高速薄板横剪生产线
本生产线适用于将较窄钢带开卷、矫平、定尺、剪切成所需长度的平整板料并堆垛。适用于加工冷轧和热轧碳钢、硅钢、马口铁、不锈钢及表面涂镀后的各类金属材料,具有速度快,效率高的特点。生产线主要由上料小车、开卷机、矫平机、活套桥、纠偏机构、伺服送料机构、剪板机、输送装置、堆垛装置等组成。。该生
2016-09-26 0.00/台 -
中厚板纵剪生产线
本生产线用于将热轧中厚板钢卷经过开卷、纵剪、收卷成所需宽度的带卷。适用于加工热轧碳钢、厚板铝卷、不锈钢及表面涂镀后的各类金属材料。该生产线主要由上料小车、开卷机、取料装置、牵引初矫机、齐头剪床、活套、纠偏机构、厚板纵剪机、废边收卷机、张力机构、收卷机、卸料装置等组成。该生产线液压系统
2016-09-26 0.00/台 -
薄板纵剪生产线
用于将金属卷板经过开卷、纵剪、收卷成所需宽度的带卷。适用于加工冷轧和热轧碳钢、马口铁、不锈钢及表面涂镀后的各类金属材料。对于要求很高的用户,可选择EPC自动对边或对中开料,既方便上料,提高工作效率,同时提高剪切精度、保护板料。还可选择EPC自动边缘控制,保证收卷整齐度,尤其适用于宽料收卷。
2016-09-26 0.00/台 -
 硅钢专项使用纵剪生产线
硅钢专项使用纵剪生产线本生产线主要用于硅钢片及薄钢板的开卷、剪切分条、收卷,适用于变压器、电机、互感器等行业或其他板材加工制造业。该生产线主要由上料小车、开卷机、支撑架、圆刀裁剪机(带磨刀机)、压平机(张紧装置)和收卷机、卸料小车、液压系统、电气系统等组成。生产线可将卷重5t,宽度小于1250mm的硅钢片卷料分
2016-09-26 0.00/台 -
 中厚板纵横剪收卷生产线
中厚板纵横剪收卷生产线该生产线为中厚板纵横剪收卷生产线,也被称为复合线,能够满足钢卷加工的三种工作要求:即纵剪:纵剪:开卷→校平→纵剪;横剪:开卷→校平→横剪→堆垛;收卷:开卷→纵剪→收卷。该生产线的组成和加工工序为:储料小车→上料→开卷→取卷压平料头→五辊初矫机→剪除板头→过渡辊道→纠偏送进机组→(
2016-09-26 0.00/台 -
 薄板纵横剪收卷生产线
薄板纵横剪收卷生产线该生产线为薄板纵横剪收卷生产线,也被称为复合线,能够满足钢卷加工的三种工作要求:即纵剪:纵剪:开卷→校平→纵剪;横剪:开卷→校平→横剪→堆垛;收卷:开卷→纵剪→收卷。该生产线的组成和加工工序为:储料小车→上料→开卷→取卷压平料头→剪除板头→夹辊送进→十七辊矫平机→活套储料摆桥→纠偏送
2016-09-26 0.00/台 -
 中厚板扁钢生产线
中厚板扁钢生产线该生产线主要用于建筑行业,对热轧带钢进行开卷、纵剪、整平、横切成一定宽度和长度的扁钢,以替代传统的轧制扁钢成型工艺。具有精度高、成材率高、环保、效率高、成本低等特点。该生产线主要由上料小车、开卷机、取料架、纠偏机构、圆刀裁剪机、矫平机和剪板机、垛料架、液压系统、电气系统等组成。该生
2016-09-26 0.00/台 -
 薄板下料生产线
薄板下料生产线该生产线主要用于冲孔、折弯工序的下料工作,能够把钢带加工成所需要的矩形板料,主要用在家电、装饰、厨卫等行业,具有精度高、成材率高、环保、效率高、成本低等特点。该生产线主要由上料小车、开卷机、引料设备、矫平机、活套、纠偏机构、圆刀裁剪机和剪板机、输送带、垛料架、液压系统、电气系统等组成。
2016-09-26 0.00/台 -
 链条翻转机
链条翻转机主要技术参数项目技术参数可翻转工件高×宽(非常大尺寸)3800×3800mm可翻转工件长度7000―14000mm翻转方式链条式整机功率9KW提升速度约1500mm/min
2016-09-26 0.00/台 -
 变截面梁自动焊接
变截面梁自动焊接该设备是汽车大梁焊接的专项使用焊接设备,广泛用于建筑钢结构、汽车大梁和工程机械“工”字梁的自动化焊接生产,控制系统采用集中控制。设备主要由龙门架、两套MZ-1000埋弧焊电源、两套横向电动移动滑板、两套电动悬挂机头、两套跟进机构、两台焊剂自动回收机和控制系统等组成。其工作效率高、焊接质量好,是H
2016-09-26 0.00/台 -
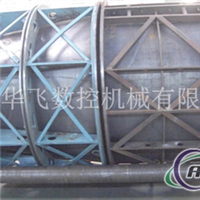
 异形罐体龙门焊
异形罐体龙门焊焊接过程:1.罐体纵缝焊接:a.通过龙门架的行走和横向移动滑板的移动对正焊缝的起始位置;b.龙门架行走(行走速度为变频无级调速),开始筒体纵缝焊接,操作工通过手动微调功能实时调整焊缝偏移量。机头配有焊接摆动器,需要时可以使用。2.罐体环缝焊接:a.通过龙门架的行走和横向移动滑
2016-09-26 0.00/台 -
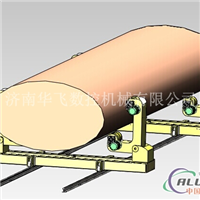 异形罐体自调滚轮架
异形罐体自调滚轮架主要技术参数型号GRJ-102主承载重量10T滚轮座调节方式螺钉分档调节滚轮线速度200-1000mm/min(变频无级调速)滚轮驱动电机功率8×1.1KW适应工件直径范围φ
2016-09-26 0.00/台 -
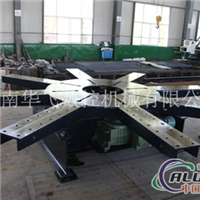
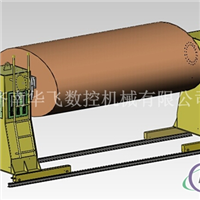 异形罐体变位机
异形罐体变位机用于罐体制作过程中的焊接工序,将罐体与夹具焊接一体,固定在变位机的工作台上,使车架可以360°范围做任意翻转,因此焊接过程中,纵向立焊、仰焊焊缝能快速变位后转化为平焊,使繁重的焊接工作变得更加人性化,减轻工人的劳动强度,使焊接现场更加安全和规范,从而保证焊缝质量,提高焊接效率,保证员工安全。
2016-09-26 0.00/台 -
 筒体环缝焊接中心
筒体环缝焊接中心该环缝焊接专机主要由CZ44电动行走电动回转操作机、ZTX-10T特制滚轮架、NBC-500逆变气保焊机、焊接小车等部分组成,主要用于焊接罐体的外环缝。该专机适合靠近车间墙壁布置。主要工作步骤:n把工件放置到ZTX-10T滚轮架上;n通过操作机的行走功能及横臂伸缩功能使焊枪对正焊缝起
2016-09-26 0.00/台 -
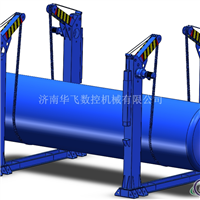
 长轴滚轮架及组对鼠笼工装
长轴滚轮架及组对鼠笼工装1.结构形式:整体或分段式结构形式;用于8-16立方罐车。2.主要用于水泥搅拌车搅拌筒体组对焊接;筒体直径范围?1800-2600mm,两滚轴中心距可调;3.长轴式滚轮架载重5-20吨;滚筒长度6000-10000mm;滚筒直径?260-325mm;4.采用交流变频调速控控制;并代远
2016-09-26 0.00/台 -
 筒体直缝焊接中心
筒体直缝焊接中心该纵缝焊接专机主要由CZ3*3手动回转操作机、“7”字型焊接架(加铜垫)、工件托架、NBC500气保焊接电源(含送丝机、连线等)、BDQ-1焊接摆动器等部分组成,主要用于焊接锥形筒体的外纵缝。主要工作步骤:n把工件放置在悬臂焊接支架上,通过专项使用标尺迅速找正焊缝;n工件托架托持到位
2016-09-26 0.00/台 -
 数控L型变位机
数控L型变位机型号LHB-5LHB-10LHB-20名称500型变位机1000型变位机2000型变位机单工位非常大承载重(kg)≤500≤1000≤2000回转速度(r/min)伺服调节
2016-09-26 0.00/台 -
 40吨回转平台
40吨回转平台设备型号HZT400承载能力(kg)40000工作台尺寸(mm)φ2200含加长支腿(mm)φ6000回转角度(0)N*360工作台回转速度rpm0.016-0.32rpm
2016-09-26 0.00/台 -
 40吨变位机
40吨变位机项目ZHB-400非常大承载重量40000kg工作台面直径φ3000mm工作台回转速度(变频无级调速)0.025-0.5r/min工作台翻转速度0.15r/min非常大重心距800
2016-09-26 0.00/台 -
 30吨变位机
30吨变位机主要技术参数型号ZHB-300非常大承载重(T)30翻转角度0-120°工作台翻转速度(rpm)0.2工作台回转速度(rpm)0.028-0.28非常大重心矩(mm)630
2016-09-26 0.00/台 -
 磨盘磨辊堆焊
磨盘磨辊堆焊设备概述:本设备可适用于对各种不同装机容量的电厂(如300WM和600MW)磨煤机磨辊、衬板的耐磨堆焊修正;可以选用的各种国产和进口自保护药芯焊丝对磨辊明弧堆焊修正,适用性强,更适合形状复杂的磨辊,焊件表面平整美观;被焊辊/盘尺寸不受限制,各种尺寸辊、盘均可修正;操作架横臂可收缩
2016-09-26 0.00/台 -
 耐磨板堆焊专机
耐磨板堆焊专机设备的用途:耐磨复合钢板是用耐磨板专项使用高硬度明弧自保护焊丝在普通碳钢板的表面均匀地堆焊一层耐磨合金加工而成。其工作原理是将工件放置于工件托架上,装有明弧焊机头的焊臂在龙门架上作水平、上下运动,使机头上的焊嘴对准焊缝,然后由龙门架在钢轨上作直线行走,进行自动焊接,本机可同时焊2条焊缝。该设
2016-09-26 0.00/台 -
 连铸辊双头自动堆焊专机
连铸辊双头自动堆焊专机适应工件及焊接方式1.工件外径:Φ150―Φ500mm2.工件长度:双头焊2X2000mm,单头焊5000mm3.工件非常大重量:5000kg4.焊接方式:埋弧堆焊5.根据焊接工艺的要求可以选择螺旋式堆焊,步进式堆焊,摆动堆焊等不同的焊接工艺。通过触摸式人机界面可以方便的预设
2016-09-26 0.00/台 -
 双头(或多头)轧辊堆焊专机
双头(或多头)轧辊堆焊专机1.轧辊主要外形尺寸轧辊非常大总长6118mm、辊身非常大长度2500mm、辊身非常大直径Ф1400mm、辊脖直径Ф300-600mm、轧辊供开坯(方坯、扁坯)轧辊使用。2.堆焊工艺说明1)辊子在高温和交变载荷条件下工作,工作条件十分恶劣,要求耐磨表面需具有良好的高温强度、耐热疲
2016-09-26 0.00/台 -
 长法兰焊接专机
长法兰焊接专机1.适用范围:不锈钢管环逢TIG填丝焊接l筒体直径:Φ89--375mml筒体长度:L≤8000mml筒体壁厚:δ10~16mm2.工件状态:工件焊接面平整,对接焊缝非常大间隙小于1mm3.工件表面状态:无油污、严重锈蚀等4.工件焊接前状态:5.焊接前工件摆放在支架滚
2016-09-26 0.00/台 -
 四枪管法兰环缝自动焊接专机
四枪管法兰环缝自动焊接专机适用范围及焊接方式筒体环缝对接自动焊接,材料为碳钢、不锈钢、铝1.工件长度:≤6000mm直径:Φ250mm~Φ650mm2.焊接方式:熔化较气保焊,4枪同时焊接3.工件点固焊要求:使用手工点固工件,焊点尺寸尽量小。工件焊接流程1.操作人员将组对点焊好的工件吊装至环缝工装
2016-09-26 0.00/台 -
 环缝焊接专机
环缝焊接专机环缝自动焊专机主要应用于细长管两端法兰环缝的自动焊接,可以效率高地用于管-管对接,管-法兰对接,管-弯头对接的环焊操作。该设备适用于碳钢环缝自动焊接,焊接板厚范围≥3mm,焊缝外观美观,焊缝宽度、余高均匀,在自动焊接过程中,您只需给出相应开关信号,就可以连续地、一次性地完成整道焊缝的焊接,而
2016-09-26 0.00/台 -
 数控四轴联动轴类激光喷焊专
数控四轴联动轴类激光喷焊专设备的用途及适用范围1.工件外径:Φ150―Φ630mm2.工件非常大长度:2600mm3.工件非常大重量:6000kg4.根据工艺的要求可以完成螺旋式、步进式、轴向直线运动、激光头可自动提升设定高度,完成多层多道的等不同的工艺。通过触摸式人机界面可以方便的预设堆焊参数、更改参数
2016-09-26 0.00/台