


产品描述
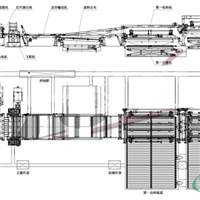
一、设备名称:铝卷料矫平横切垛料生产线;
二、设备型号: ZJ- NC-1850-3.5mm
三、 工艺流程如下:储料台(1组)→上料小车→液压开卷机→21辊精矫平机→侧导调宽机、NC定尺机→液压剪床(追剪)→输送台→垛料系统
四、电气基本要求
1) 电源:电压三相 380VAC±10% 频率50Hz±1%
2) 使用环境;机旁温度 -5— +40℃ 。湿度<83%。海拔<2,000m
3) 防护等级: 电气控制柜、控制台 IP40 ,生产线操作台 IP4
五、设备主要技术参数:
|
序号 |
参数描述 |
单位 |
主要参数 |
备注 |
||
|
1 来料规格
|
1.1 |
原材料种类 |
3系、5系、半硬态、硬态铝 |
|||
|
1.2 |
屈服较限 |
N/mm2 |
110~390 MPa |
|
||
|
1.3 |
强度较限 |
N/mm2 |
150~420 MPa |
|
||
|
1.4 |
卷材厚度 |
mm |
0.5-3.5 |
|
||
|
1.5 |
卷材宽度 |
mm |
500-1750 |
|
||
|
1.6 |
卷材内径 |
mm |
Ф520/Ф610 |
|
||
|
1.7 |
卷材外径 |
mm |
Ф1800 |
|
||
|
1.8 |
卷材重量 |
kg |
10000 |
|
||
|
1.9 |
来料板型 |
mm |
≤30I |
|
||
|
2 成 品 规 格 |
验收标准:按合同板厚1.5mm、宽1600mm、长度1000mm验收 |
|||||
|
2.1 |
厚度范围 |
mm |
0.5-3.5(0.8以下板厚不做考核标准) |
|||
|
2.2 |
宽度范围 |
mm |
500-1750 |
|
||
|
2.3 |
剪切长度 |
mm |
800-4500 |
|
||
|
2.4 |
垛板重量 |
Kg |
4000 |
|
||
|
2.5 |
垛板高度 |
mm |
500 |
|
||
|
2.6 |
长度公差 |
mm |
±0.5(1m) |
|
||
|
2.7 |
对角线公差 |
mm |
±0.5(1m) |
|
||
|
2.8 |
矫平精度 |
mm |
平面、立面检查板型±5I, |
|||
|
2.9 |
表面质量 |
|
不低于来料质量,不产生工艺缺点 |
|
||
|
机组参数 |
3.1 |
机列速度 |
m/min |
(长度1米时)40米 |
, |
|
|
3.2 |
剪切较高次数 |
次/min |
Max50频率 |
|
||
|
3.3 |
机列方向 |
站在操作侧看带材流动方向为从 左 向 右 |
||||
|
3.4 |
穿带速度 |
m/min |
0-10M |
, |
||
|
3.5 |
机列标高 |
mm |
900 |
|
||
同类产品
-

单价: 元
-

单价: 元
-

单价: 元
-

单价: 元
-

单价: 元
-

单价: 元
-
单价: 元
相关推荐
免责申明:以上所展示的信息由企业自行提供,内容的真实性、准确性和合法性由发布企业负责,铝道网对此不承担任何保证责任。为保障您的利益,我们建议您选择铝道网的 铝业通会员。友情提醒:请新老用户加强对信息真实性及其发布者身份与资质的甄别,避免引起不必要
风险提示:创业有风险,投资需谨慎。打击招商诈骗,创建诚信平台。维权举报:0571-89937588。
- 佛山市申盈机械设备有限公司
- 经营模式:制造商
- 主营:铝卷高速纵剪机,铝卷高速横切开平机,铝卷拉弯矫直机,铝卷带分切机,铝卷带阳极氧化生产线,铝卷带热覆膜生产线,铝板清洗脱脂生产线,铝板彩涂生产线
- 地区:广东 佛山
联系方式
留言咨询