
��ɽ����ӯ��е�豸����˾
��ҵͨ14��
��Ӫ�����������ݼ���,�������ٺ��п�ƽ��,���������ֱ��,���������л�,��������������������,�������ȸ�Ĥ������,������ϴ��֬������,�����Ϳ������
13630058034


-
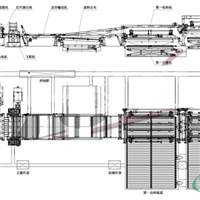
 ��������Уƽ������
��������Уƽ�������������л���AluminumCoilLengthLine�豸�ص㣺��0.15mm~0.5mm��0.3mm~1.5mm��0.5mm~3.0m��1.0mm~6.0mm1�������ڸ�״̬��ɫ�������壨��������ͭ�����߶ȶȾ��塢����־��壩�ȣ�Ӧ�÷�Χ�ܹ�2�������ڸ��ٶȡ���ȷ�ȡ�����
2026-06-27 100000/�� -
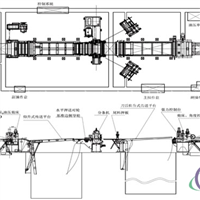
 ������ٺ��л��ɼ���
������ٺ��л��ɼ���һ���豸���ƣ������Ͻ�ƽ���ж��������ߣ������豸�ͺ�:ZJ-NC-1550-3.5mm���������������£�����̨��1�飩������С����Һѹ��������ǣ��������ͷ����Բ�̼����б������ϱ߾�ȡ������ϴװ�á�21������ƽ����NC���������ټ������ɼ���������̨������ϵͳ�ġ���������Ҫ��
2026-06-27 100000/�� -
 �����ݼ����л�
�����ݼ����л�2.����ԭ���ϻ������������ϣ��������Ͻ�8011.1060.5052״̬:H18��H24��H32��H34Ӳ̬����Ӳ̬��ȷ��Ʒ����������ǿ��110��390MPa����ǿ��125��420MPa���ĺ��:
2026-06-27 1000000/�� -
 ȫ�Զ�����ֽо�и��
ȫ�Զ�����ֽо�и��һ������ֽо�������������ϣ�ֽо�и��Ʒ���ȣ�20mm--1400mm(���ص�����ԭֽо�и����:500-1400mmֽо�ھ�����300mm����405mm����505mmֽо����:Max200
2026-06-27 50000/�� -
 ��������Уƽ���ж���������
��������Уƽ���ж���������1�����Ϲ����������λ������ע1.1�Ͻ�1��3��5��8ϵ�Ͻ�1.2����ǿ��Mpa250��max��1.3���ĺ��mm0.8~3.0
2026-06-27 100000/�� -
 ������л�����ƽ��
������л�����ƽ��һ������������1.�ӹ����ϣ�������������֣�2.�ӹ����:0.2-2.0mm3.�ӹ����:400mm-1600mm4.�����⾶����1000mm-��1600mm5.�����ھ�����508mm��6.������������15t7.Уƽ���ȣ���1.0mm/m28.����
2026-06-27 10000/ -
 ȷ����������ݼ���
ȷ����������ݼ���ǰ�ԣ�������ϵ����������Բ�̵��ָ�ɶ��������Ȼ���ٽ����ؾ�֮ר��ʹ���豸�����е�豸���������̡�����ϵͳ�����ָ���˵�����£�һ�����ڱ�����֮��Ҫ������1.ԭ�ϲ��ʣ�����֡�2.ԭ�Ϻ�ȣ�0.3mm?3.0mm3.ԭ�Ͽ��ȣ�300?1250mm4.&ԭ�Ͼ��ھ�����508mm
2026-06-27 100000/ -
 �����ƶ����л�
�����ƶ����л��������ܣ������������豸�����ڲ�ͣ��������¶�������еĽ����豸����Ҫ���ڱ�����������ܸߵ�Ч������������ͨͣ������ʱ��ı����������ĺۼ���ȡ���˷ɼ����ĸ߳ɱ�Ͷ�룬ʹ�ͻ��ͳɱ���Ͷ��ﵽ���õIJ��ϱ���Ч�����豸��飺�豸��ʼ���в���ǰ��,ͨ���ⳤ�������ź��жϵ�����У�����̨����
2026-06-27 /�� -
 ���������
����������������ܣ������������豸�����ڲ�ͣ��������¶�������еĽ����豸����Ҫ���ڱ�����������ܸߵ�Ч������������ͨͣ������ʱ��ı����������ĺۼ���ȡ���˷ɼ����ĸ߳ɱ�Ͷ�룬ʹ�ͻ��ͳɱ���Ͷ��ﵽ���õIJ��ϱ���Ч�����豸��飺�豸��ʼ���в���ǰ��,ͨ���ⳤ�������ź��жϵ�����У�����̨����
2026-06-27 /�� -
 �������ƶ�ʽ���л�
�������ƶ�ʽ���л��������ܣ������������豸�����ڲ�ͣ��������¶�������еĽ����豸����Ҫ���ڱ�����������ܸߵ�Ч������������ͨͣ������ʱ��ı����������ĺۼ���ȡ���˷ɼ����ĸ߳ɱ�Ͷ�룬ʹ�ͻ��ͳɱ���Ͷ��ﵽ���õIJ��ϱ���Ч�����豸��飺�豸��ʼ���в���ǰ��,ͨ���ⳤ�������ź��жϵ�����У�����̨����
2026-06-27 /�� -
 ����Ϳ����
����Ϳ����Ϳ������Ҫ����������ͭ�����ְ�ȵı���Ϳ�������������˻��ǽ��ɾ��Ļ���Ϳ��һ���ض����ܵĽ���Ϳ�ϻ�����ȣ�����ɺ��վ���������ר��ʹ�õĶ��Ϳ��ͷ����ʵ�ֶ�����ʽ�ı���Ϳ��������Ϳ�������շž�������ȫ���Զ���Ĥ������PLC���������ջ��Զ����ơ�Ϳ������Ҫ������Ϳ�ϻ����������ʾ���ճ������
2026-06-27 /�� -
 ���ٹ�Ͳʽ�ɼ����л�
���ٹ�Ͳʽ�ɼ����л�1)���������ܣ��û����ҹ�˾�������չ���ͬ���Ʒ�Ļ����ϣ��������ƿ����Ĺ����Ƚ�ˮƽ�����߲�ͣ����������ٹ��������豸�����ڲ�ͣ��������¶�������еĽ����豸����Ҫ���ڱ�����������ܸߵ�Ч������������ͨͣ������ʱ��ı����������ĺۼ���ȡ���˷ɼ����ĸ߳ɱ�Ͷ�룬ʹ�ͻ��ͳɱ���Ͷ��ﵽ���õIJ�
2026-06-27 /�� -
 �������Уƽ����������
�������Уƽ����������1)���������ܣ��û����ҹ�˾�������չ���ͬ���Ʒ�Ļ����ϣ��������ƿ����Ĺ����Ƚ�ˮƽ�����߲�ͣ����������ٹ��������豸�����ڲ�ͣ��������¶�������еĽ����豸����Ҫ���ڱ�����������ܸߵ�Ч������������ͨͣ������ʱ��ı����������ĺۼ���ȡ���˷ɼ����ĸ߳ɱ�Ͷ�룬ʹ�ͻ��ͳɱ���Ͷ��ﵽ���õIJ�
2026-06-27 /�� -
 Һѹ��ȡ��
Һѹ��ȡ��Һѹ��ȡ���ںܶ���ҵ����Ӧ�á���ȡ���ǽ���Ʒ���ɾ��Ļ�е�豸��ұ����ҵ�ĸְ壨���壩��ȡ�����д����ԡ���ȡ���������Ե���������ȡ���ȡ��һ�㹹���к����豸��Ͳ�����ᣩ��������ȡ�豸�����������豸�������������ι����ȡ��ڲ�Ʒ��ȡ�����У���Ʒ��Ҫ�ھ����ϳ��ͣ���һ������������ϴ���顢�ݼ����˻�Ϳ��
2026-06-27 /�� -
 ���ٱ��������
���ٱ��������1)���������ܣ��û����ҹ�˾�������չ���ͬ���Ʒ�Ļ����ϣ��������ƿ����Ĺ����Ƚ�ˮƽ�����߲�ͣ����������ٹ��������豸�����ڲ�ͣ��������¶�������еĽ����豸����Ҫ���ڱ�����������ܸߵ�Ч������������ͨͣ������ʱ��ı����������ĺۼ���ȡ���˷ɼ����ĸ߳ɱ�Ͷ�룬ʹ�ͻ��ͳɱ���Ͷ��ﵽ���õ�
2026-06-27 /�� -
 ȷ�������л�
ȷ�������л�һ�����������ƣ�ȷ���������ж��ϳ����豸�����������ͺţ�ZP1300��0.6�����豸��Ҫ������Ų���������λ��Ҫ������ע1���Ϲ��1.1ԭ��������1��������3��������5��������8��������������
2026-06-27 ����/�� -
 ����Уƽ��
����Уƽ��1���豸���ƣ�21�����ؽ�ֱ��2���豸��Ҫ����������2.1����������2.1.1���ʣ�1XXX��3XXX��5XXX��8XXXϵ�����2.1.2��������:����ǿ�Ȧ�s��30kg/mm22.1.3���Ϲ����ķdz�����ȣ�1600mm---2300mm����
2026-06-27 /�� -
 ��Ӧ������ϴ�ߡ���֬�ߡ���
��Ӧ������ϴ�ߡ���֬�ߡ���һ��������ԭ���ϲ���:1.����������������ȷ��Ʒ����2.���Ϻ�ȣ�0.1-0.5mm3.���Ͽ��ȣ�1000mm4.�����ھ�����508mm5.�����⾶�����dz����ܦ�1500mm6.�������������Ϸdz������5�֣����Ϸdz�����5�֡�7.�ٶ�
2026-06-27 1��000��00/�� -
 ����Ϳ����
����Ϳ�������Ͼ�С����ԭ��������װ�ڿ�ͷ������Ͳ�ϣ�������о���ǿ��������ǽ�����������ͨ�����ϰ彫��ͷ����������������ͷ�������л�����ȥ��ͷ�������������ں��Ͼ���β���ӣ���ͷ�����ϻ�����Ͼ���β�������з�ӣ�ʵ����������������ڶ�ͣ������ʱ�����ն������������ٶ�����������������ƫ����������
2026-06-27 /100 -
 1450���������
1450�������������һ��Ҫ���������ҷ��ṩ�����豸�������ġ�ȫ�µ��豸�����������ʹ�á�������ά������ļ������ϵȣ���˾����˾Ҫ����������ϸ����������һ���豸���ƣ����������Զ��ݼ������豸�������豸�ͺ�:FT1450��2.0��������Ϊ���0.2��2.0�L������400��1350�L��
2026-06-27 ����/�� -
 �������л�
�������л�һ���豸���ƣ������Ͻ�ƽ���ж��������ߣ������豸�ͺ�:ZJ-NC-1850-3.5mm���������������£�����̨��1�飩������С����Һѹ��������21������ƽ�����ർ��������NC������Һѹ����������������̨������ϵͳ�ġ���������Ҫ��1)��Դ����ѹ����380VAC��10
2026-06-27 /�� -
 ������ƽ����������
������ƽ����������һ���豸���ƣ������Ͻ�ƽ���ж��������ߣ������豸�ͺ�:ZJ-NC-1850-3.5mm���������������£�����̨��1�飩������С����Һѹ��������21������ƽ�����ർ��������NC������Һѹ����������������̨������ϵͳ�ġ���������Ҫ��1)��Դ����ѹ����380VAC��10
2026-06-27 /�� -
 �����ݼ���
�����ݼ���1.��������Ҫ��1)��Դ����ѹ����380VAC��10%Ƶ��50Hz��2%2)ʹ�û����������¶�-5��+42�档ʪ�ȣ�83%�����Σ�2,000m3)�����ȼ�:�������ƹ���̨IP40�������߲���̨IP40��4)���������з���:����ҳ�5)
2026-06-27 /�� -
 �����ݼ����и���������
�����ݼ����и������������������ƣ����忪����ƽ�ݼ����ж��ϳ����豸�����������ͺţ�ZP1300��2mm���������߲�������Ҫ������Ų���������λ��Ҫ������ע1���Ϲ��1.1ԭ��������1������ϵ-3�������������Ͻ����
2026-06-27 ����/�� -
 �ݼ���
�ݼ���һ���豸���ƣ��������ݼ����г����豸����������������Ҫ��:1.��������Ҫ��:1)��Դ����ѹ����380VAC��10%Ƶ��50Hz��1%2)ʹ�û����������¶�-5��+40�档ʪ�ȣ�83%�����Σ�2,000m3)�����ȼ�:�������ƹ���̨IP40��������
2026-06-27 /�� -
 �����������ֱ��
�����������ֱ��һ������ԭ���������飺1400mm���������������ֱ������ͨ����������Ľ���������ֱ������ǿ���죬�����������ĵIJ��˺�Ʈ���Ȱ���ȱ�㣬�Դﵽ���Ʋ���߰��εIJ�Ʒ�����ͻ�е���ܵľ����豸��������������ֱ����ֱ��ΧΪ����Ϊ0.3-2.0mm���������Ͻ𡣷�ɽ���Ϻ���ұ���е����
2026-06-27 /�� -
 ������ϴ��
������ϴ���豸��飺����ͨ��ʽ��������ϴ�������豸��һ̨����ͨ��ʽ��֬��ϴ����������֬�����������ܣ���ɣ���ȴ���վ��ȹ��ܵ���ӱ����ʽ��ϴ�豸������ʱ������ͨ����֬�ۣ�������Ưϴ�ۣ���ѹ����Ưϴ�ҡ�����ң���ȴ�ҵ����̺���ϣ���Һ������������ѭ��ʹ�ã������ڵ����������������������ų����������ܵ���ȥ����
2026-06-27 ����/����ϸ˵�� -
 2100������ƽ�������л�
2100������ƽ�������л����Ϲ����������λ������ע1.1�Ͻ�1ϵ��3ϵ��5ϵ1.0-5.0mm��1.2����ǿ��Mpa250��max��1.3���ĺ��mm1.0~
2026-06-27 /�� -
 ��������Ϳ������
��������Ϳ������1.�������յ�ѡ���ص㣺Ϳ����幤�գ��Dz�����Ϳ�������Ϳ�㹤�գ���Ҫ����װ�ΰ塢ӡ�����װ�β��ϣ����Ʒ�������ϴ�Ͷ���١���Ʒ�ʸߣ�Ч�ʸߵ��ص㡣3.�������չ��̼��������Ͼ�С����ԭ����װ�ڿ�������Ͳ�ϣ�������о���ǿ������ǽ�����������ͨ�����ϰ彫��ͷ�������������
2026-06-27 /�� -
 ��������Ϳ������
��������Ϳ������1.�������յ�ѡ���ص㣺Ϳ����幤�գ��Dz�����Ϳ�������Ϳ�㹤�գ���Ҫ����װ�ΰ塢ӡ�����װ�β��ϣ����Ʒ�������ϴ�Ͷ���١���Ʒ�ʸߣ�Ч�ʸߵ��ص㡣3.�������չ��̼��������Ͼ�С����ԭ����װ�ڿ�������Ͳ�ϣ�������о���ǿ������ǽ�����������ͨ�����ϰ彫��ͷ�������������
2026-06-27 /�� -
 �����ݼ���
�����ݼ���һ���豸���ƣ��������Զ��ݼ������豸�������豸�ͺ�:FT1850��1.0��������Ϊ���0.3��1.0�L������600��1800�L�Ĺ�����ȷ��Ʒ��Ӳ̬Ӳ̬���������ݼ�����ר��ʹ���豸�乤�����̣�����̨�����������˾�С����Һѹ�����������ס�����װ�á��ݼ����������������й�ƽ̨���ϱ�
2026-06-27 /�� -
 �����ݼ����и���������
�����ݼ����и���������1.��������Ҫ��1)��Դ����ѹ����380VAC��10%Ƶ��50Hz��1%2)ʹ�û����������¶�-5��+40�档ʪ�ȣ�83%�����Σ�2,000m3)�����ȼ�:�������ƹ���̨IP40�������߲���̨IP40��4)���������з���:����ҳ�5)
2026-06-27 /�� -
 �����ݼ����л�
�����ݼ����л�1.���������ƣ�����ȷ�ݼ�����������2.�������ͺţ�FT1500��3.03.�����������ں��0.5-3.0�L������500��1450�L�Ĺ�����ͨ���������ϵ��ݼ������ϡ��ӹ��豸��4.�����������£��������ϴ���̨��1�飩������С����������Һѹ��������ǣ��������ͷ�������ס�����װ�á�
2026-06-27 /�� -
 �����ƽ���л�
�����ƽ���л�һ�������ߣ��豸����������Ҫ����1.���������ƣ�ȫ�Զ���ƽ���ж�����������2.�������ͺţ�cqab-1400��0.2-2.53.�����������ں��0.2��2.5�L������500��1350�L�Ĺ���1050��1100��8011��3003��3005��������ϵĽ�ƽ�����С����ϼӹ��豸��
2026-06-27 / -
 �����ݼ�������
�����ݼ����������ݹ�˾Ҫ���Զ��ݼ�������е�豸1�ף���˾����˾Ҫ����������ϸ����������һ�������������Ҫ����1.���������ƣ��Զ��ݼ������������顣2.�������ͺţ�ft1700��0.3-2.0mm��3.�����������ں��0.3-2.0�L������500��1650�L�Ĺ�����̬�����������ݼ�
2026-06-27 / -
 PS��������л�
PS��������л�һ�����������ƣ�ȷ���������ж��ϳ����豸�����������ͺţ�ZP1300��0.6�����豸��Ҫ������Ų���������λ��Ҫ������ע1���Ϲ��1.1ԭ��������1��������3��������5��������8��������������
2026-06-27 ����/�� -
 ������л�
������л�����һ��Ҫ���������ҷ��ṩ�����豸�������ġ�ȫ�µ��豸�����������ʹ�á�������ά������ļ������ϵȣ���˾����˾Ҫ����������ϸ����������һ���豸���ƣ����������Զ��ݼ������豸�������豸�ͺ�:FT1450��2.0��������Ϊ���0.2��2.0�L������400��1350�L��
2026-06-27 ����/�� -
 ������ϴ��Ĥ������
������ϴ��Ĥ������һ���豸���ƣ�����������ϴ��Ĥ���������ߣ������豸�ͺ�:1300��0.2-1.0��������Ϊ���0.2��1.0�L������400��1250�L�Ĺ�����ȷ��Ʒ�����塣��������������Ҫ��1.��������Ҫ��1)��Դ����ѹ����380VAC��10%Ƶ��50Hz��1%2)ʹ�û���
2026-06-27 ����/����ϸ˵�� -
 1060ƿ�����ݼ����л�
1060ƿ�����ݼ����л�1.��������Ҫ��1)��Դ����ѹ����380VAC��10%Ƶ��50Hz��2%2)ʹ�û����������¶�-5��+42�档ʪ�ȣ�83%�����Σ�2,000m3)�����ȼ�:�������ƹ���̨IP40�������߲���̨IP40��4)���������з���:����ҳ�5)
2026-06-27 /�� -
 O̬�����ݼ���
O̬�����ݼ���һ���豸���ƣ���������Զ��ݼ����г����豸�������豸�ͺ�:FT1300��3.0��������Ϊ���0.5��3.0�L������500��1650�L�Ĺ�����ȷ��Ʒ����������ݼ����мӹ�ר��ʹ���豸�乤�����̣������˾�С����Һѹ��������ȷУƽ�������ס�����װ�á��ݼ�����������Բ�߳���ƽ̨���ϱ�
2026-06-27 /��

��Ӧ����Ϣ
- ��ɽ����ӯ��е�豸����˾
- ��Ծ�� 13630058034
- ��Ӫģʽ��������
- ���ڵ������㶫 ��ɽ
- ������֤��˾��֤
- ��ϵ��Ϣ
- �绰��0757-8124958
- ���棺0757-81234958
- ���䣺13630058034@139.com