产品描述
1. 轧辊主要外形尺寸
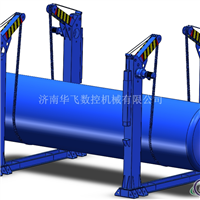
轧辊总长6118mm 、辊身长度2500mm、 辊身直径Ф1400mm、辊脖直径Ф 300-600mm、
轧辊供开坯(方坯、扁坯)轧辊使用。
2. 堆焊工艺说明
1) 辊子在高温和交变载荷条件下工作,工作条件十分恶劣,要求耐磨表面需具有良好的高温强度、耐热疲劳性能及耐磨性能。
2) 堆焊时应预热缓冷并需要进行焊后热处理,以达到易于加工和提高使用性能的目的。
3) 工艺流程为:轧辊粗加工→超声波探伤→预热→自动埋弧堆焊(保温)→焊后热处理→轧辊表面精加工→堆焊层硬度检验→超声波探伤→合格入库待用。
4) 埋弧堆焊焊丝及焊剂:焊丝直径Ф4mm或药芯焊丝Ф3.2mm ;烧结焊剂SJ107或SJ108。
5) 埋弧堆焊设备:MZ-1000埋弧焊机、电加热炉(退火)、电保温炉、三头自动堆焊专机、焊剂回收系统。
6) 堆焊参数:
² 预热温度350-400℃左右。
² 堆焊电流400-600A,电弧电压28-38V,焊丝伸出长度30-40mm,层间温度150-200℃。
² 焊后退火处理600℃左右,保温6h,随炉缓冷。
² 采用堆焊过渡层的方式,焊道重叠量
相关推荐
其他供应






相关推荐
免责申明:以上所展示的信息由企业自行提供,内容的真实性、准确性和合法性由发布企业负责,铝道网对此不承担任何保证责任。为保障您的利益,我们建议您选择铝道网的 铝业通会员。友情提醒:请新老用户加强对信息真实性及其发布者身份与资质的甄别,避免引起不必要
风险提示:创业有风险,投资需谨慎。打击招商诈骗,创建诚信平台。维权举报:0571-89937588。